老师傅编的耗损刀路,可是把我看呆了

 花生糖02:
花生糖02:
老板差你那几把刀钱,能跑不就完事了么,非要卷 派克鸭TUT:
派克鸭TUT:
我是学校里的,接着楼上说的螺旋下刀感觉可以用细点的螺旋下去到底然后侧刃加工,这个思路对吗,还是说有更好的
【回复】铝的可以考虑,钢件老老实实层铣,视频中已经是最好的方法了,用R角钨钢刀,这种长孔没有精度要求,最多层铣到底再光下侧面,一把刀就做了
【回复】你不管铣什么你先考虑排屑屑排不出去,刀直接断里面 战雷混仔:
战雷混仔:
12版本后的底壁铣都带螺旋路径,做产品还是方便的, HAOHAO丶H:
HAOHAO丶H:
搞个小飞刀开粗在铣刀精光 不然这开不了几个铣刀就得换 gkjghk:
gkjghk:
在不用考虑刀具成本的情况下,确实很好 花汐潮雪:
花汐潮雪:
就一个UG走进刀加工[笑哭]。优点加工效率快,缺点不适合钢料加工 我的夙愿很伟大:
我的夙愿很伟大:
没卵用,还不如先打个空避开下刀点,减少刀尖损耗 下你们我要达不溜西:
下你们我要达不溜西:
我编铣腰孔就样铣的,两小时磨一次刀就行了方便的很[doge]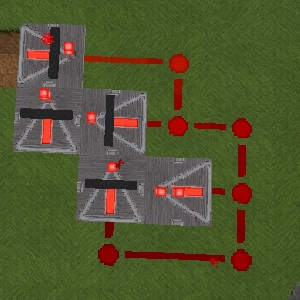 浪的子:
浪的子:
如果是用ug编的画,可以用2d线框构造实现。
科学 科技 机械 机械加工 加工 老师傅 塑胶 cnc ug 注塑